Innovatív technológia

Hulladékból energia
A technológia megfelelő működtetéséhez a kezelni kívánt anyagáramok megfelelő előkezelése szükséges, mely elsődlegesen az anyagok aprítására, homogenizálására, és szervetlen anyagok mennyiségének csökkentésére fókuszál és anyagáramonként eltérő technológiai lépéseket igényel. A szintézisgáz tisztítását a kezelendő anyagáramhoz szükséges igazítani minden telephelyen.
A technológia működésének lépései
- Kezelő reaktor felmelegítése
- Előkezelt, megfelelő méretűre aprított alapanyag folyamatos feladása a technológiába
- Reaktoron belül a feladott anyagok a hő hatására, alacsony oxigénszint mellett szakaszosan lebomlanak, a keletkező végtermék szintézisgáz
- Szintézisgáz elvétele a reaktorból
- Szintézisgáz tisztítása
- Szintézisgáz tisztítása
- Szintézisgáz szükség szerinti átmeneti tárolása (puffertartály)
- Szintézisgáz hasznosítása gázmotorban, hő opcionális hasznosítása (köpenyhő, emissziós hő)
- Termelt villamos energia hálózatra táplálása, villamos energia értékesítése
- Maradék szilárd anyagok eltávolítása a reaktorból, feladott anyag minősége függvényében
- hasznosítás (pl. gumi feldolgozásából származó maradék korom)
- ártalmatlanítás hulladéklerakón
A technológia alkalmas szerves anyagok és szerves hulladékok feldolgozására
Főbb kezelendő anyagáramok:
- Előkezelt települési hulladékok (RDF / SRF)
- Gumiabroncsok
- Vegyes, anyagában nem hasznosítható csomagolási hulladékok
- Veszélyes hulladékok pl. aprított szennyezett papír és műanyag csomagolások
Molekuláris hőbontó és energetikai újrahasznosító üzem
A molekuláris hőbontó berendezés átalakítja a szerves hulladékokat szintézisgázzá.

Az így előállított gáz teszi eltérővé a molekuláris hőbontást az égetéstől. A molekuláris hőbontás folyamat során a hulladék nem tüzelőanyag, hanem alapanyaga egy magashőmérsékletű kémiai átalakítási folyamatnak.
Ahelyett, hogy csak hőt és elektromosságot termelne, mint ahogy azt a hulladékégető művek teszik, a molekuláris hőbontás által előállított szintézisgázból magasabb értékű kereskedelmi termékek is készülhetnek, például üzemanyagok, vegyianyagok, műtrágyák és akár helyettesítő földgáz is.
Míg a molekuláris hőbontás és az égetés egyaránt termikus folyamatok, fontos kiemelni a molekuláris hőbontás előnyeit az égetéssel szemben.
A hulladékégetés egyszerűen egy tömegégetési technológia hővisszanyeréssel, amely gőzt és/vagy elektromosságot termel. A lakosság elutasítja, mert a hulladék közvetlen elégetése során veszélyes rákkeltő vegyületek, például dioxinok és furánok keletkeznek, amelyeket a légkörbe bocsátanak ki.
Molekuláris hőbontás előnyei az égetéssel szemben
A molekuláris hőbontás során a hulladékot szintézisgázzá alakítják, amely aztán felhasználható:
- gőz és/vagy elektromosság előállítására
- magas értékű termékekhez
- vegyi anyagok előállításához
- folyékony tüzelőanyagok előállításához
A molekuláris hőbontás egyik fontos előnye, hogy a szintézisgáz megtisztítható a különböző szennyeződésektől a felhasználás előtt, így kiküszöbölhető számos olyan típusú gázkibocsátás, amely az utólagos, égetés utáni kibocsátás-szabályozásnak égetőművekben szükséges kibocsátáscsökkentő rendszerek alkalmazásával jár.
A tiszta szintézisgázt fel lehet használni dugattyús motorokban vagy turbinákban villamos energia előállításához, vagy további feldolgozásra, hidrogént, helyettesítő földgázt, vegyi anyagokat, műtrágyákat vagy közlekedési üzemanyagokat állítsanak elő belőle.
A technológia kapacitás adatai

Hulladék feldolgozási kapacitás
• Előkezelt hulladék feldolgozási kapacitás kb. 1 tonna/h, éves feldolgozási kapacitás kb. 7500 tonna/év
• Nyers hulladék feldolgozási kapacitás kb. 15.000 – 20.000 tonna/év
Maradék hulladék
Összetételtől függően 15 – 30% között keletkezik maradék hulladék és ezen anyagok ártalmatlanítására lerakással kerül sor.
Működés
Évi 320 nap működés, 3 műszakos munkarend – 7680 óra/év – kb. 87,6%-os rendelkezésre állás.
Karbantartás
Évi 45 nap karbantartási idő – 1080 óra
Teljesítmény
1 MWh szintézisgáz generátor teljesítmény
Gázmotor
1 MW névleges teljesítmény, szintézisgáz üzemre tervezve
Villamos energia
Szintézisgáz termelés puffer tartályba szabályozható villamos energia termelésre
Molekuláris hőbontó rendszer bemutatása
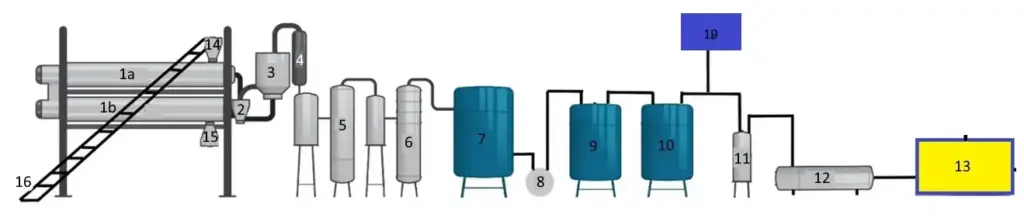
A szállítószalag (16) szállítja a hulladékot a molekuláris hőbontó reaktorba (1), amely a következőkből áll:
– a primer reaktor (1a) a tetején és
– a szekunder reaktor (1b).
Az 1a primer reaktor üzemi hőmérséklete 680 és 1050 Celsius fok között van. Ezt a hőmérsékletet elektromos felfűtéssel biztosítjuk. A nyersanyag stacioner ideje a primer reaktorban 5 és 12 perc között van. A primer reaktorban a nyersanyag részleges bomlása, azaz az illékony termékek eltávolítása, a nedvesség részleges lebontása és a szabadon képződött szén részleges aktiválása történik.
A primer reaktorból (1a) a nyersanyag az alsó részben található szekunder reaktorba (1b) jut, ahol a munkahőmérséklet 400 és 800 Celsius fok között van.
A reaktorban lezajló bomlási folyamat eredményeként keletkezik:
– hamu
– gázok
Jelmagyarázat
- Hőbontó reaktor
- Elválasztó ciklon
- Kátrányszűrő
- Hőcserélő
- Kénmentesítő
- Nehézfém szűrő
- Hőcserélő
- Vákuumszivattyú
- Gázszűrő
- Gázszűrő
- Kompresszor
- Késztermék tartály
- Áramfejlesztő
- Adagolótartály nyersanyagokhoz
- Hamugyűjtő tartály
- Szállítószalag
- Gázégető (biztonsági)
A reaktorból (1) a hamut egy speciális kipufogótartályon (15) keresztül távolítják el, amely biztosítja a berendezés tömítettségét. A tartály kapacitása kb. 1 m3, és a termelési volumen függvényében ürítendő konténerekbe. A hamu felhasználható az építőanyag-, cement- vagy aszfaltgyártásban.
A molekuláris hőbontásból származó gázok egy vákuumszivattyú (8) segítségével folyamatosan kiürülnek és eljutnak a leválasztó ciklonba (2), ahol a gázok által magával vitt finom hamuszemcsék leválasztásra kerülnek.
A (2) ciklonból a gázok a kátrányszűrőbe (3) jutnak, amely zeolitok, dolomit és szén keverékével van megtöltve. Ez a szűrő 900 és 1100 Celsius fok közötti hőmérsékleten működik. A kátrányszűrőből (3) a gázok eljutnak a hőcserélőbe (4), ahol lehűlnek.
A hőcserélőből (4) a gázok a kénvegyületek szűrőjébe (5) és a nehézfémek szűrőjébe (6) jutnak. Ezek a szűrők több rétegben változó szemcseméretű zeolit típusú molekulaszitákat tartalmaznak.
Az (5) és (6) szűrőkből a gázok a hőcserélőbe (7) jutnak, ahol 40 Celsius fokra hűlnek le.
A hőcserélőből (7) a gázok egy kiegészítő szűrőrendszeren (9) és (10) haladnak át, hogy eltávolítsák a savasság és lúgosság nyomait, majd a tárolótartályban (12) összepréselődnek. Kompresszor (11).
A gázégető biztonsági égő (17) csak vészhelyzetben indul el, ha többletgázok vannak, amelyeket nem lehet tárolni, vagy ha a kapcsolt energiatermelő rendszer nem működik.
A keletkező gáz (szintézisgáz) szén-monoxidot, hidrogént, metánt, szén-dioxidot, nitrogént tartalmaz. A folyamat eredményeként kapott szintézisgáz becsült összetétele a feladott alapanyagok függvényében változik, települési hulladékok kezelése esetén a jellemző összetétel:
– metán 40,4 mol%
– szén-dixoid 7,4 mol%
– szén-monoxid 18,8 mol%
– hidrogén 18,6 mol%
– etán 3,1 mol%
– nitrogén 6,8 mol%
– egyéb gázok 4,9 mol%
Kogenerációs fázis
A tárolótartályból (12) a gázok az áramgenerátorba (13) (gázmotor) jutnak, és elektromos áramot kapunk, amely bevezethető a villamos hálózatba. A kapcsolt energiatermeléssel hőenergia is nyerhető, ami kiaknázható.
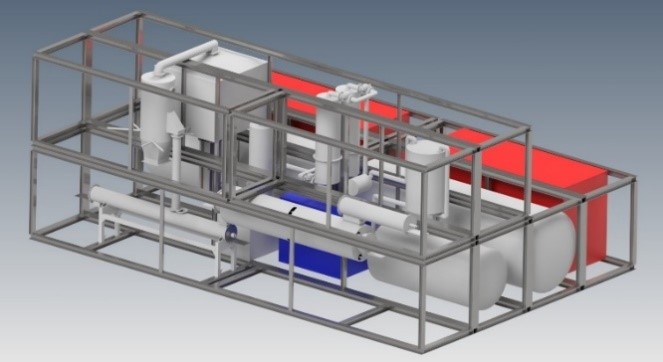
A technológia nettó területigénye
Kezelőmű rendszer modulárisan, konténeres szerkezetbe szerelve, a következő méretekkel készül: (H) 12 m x (sz) 4 m x (h) 5 m.
A befogadó szakaszhoz és a kezelési szakaszhoz kapcsolódó építkezések a létesítményben egy kb. 810 négyzetméter. A telepítést a SCADA rendszerrel állandó kommunikációban lévő helyi PLC-kkel automatizáljuk, amelyek biztosítják a folyamatok felügyeletét és vezérlését.
Ezenkívül a létesítményen belüli üzemeltetéshez a következő berendezések szükségesek: 1 db homlokrakodó és 24/30 köbméteres multiliftes konténerek.
Elérhetőségeink
Kérjük, lépjen velünk kapcsolatba az alábbi elérhetőségeink egyikén vagy töltse ki kapcsolatfelvételi űrlapunkat a weboldalon keresztül.